全国统一服务咨询热线:
15909861833
邮箱:379091445@qq.com
网址:www.dlldhb.com


全国统一服务咨询热线:
15909861833
邮箱:379091445@qq.com
网址:www.dlldhb.com

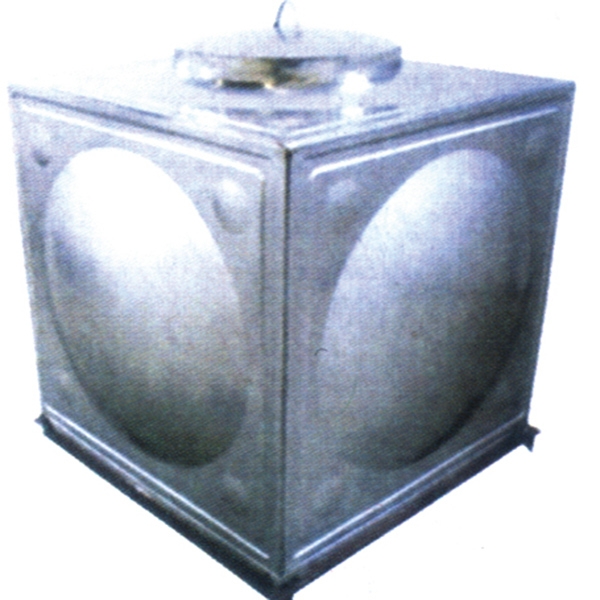
进场前按合同要求清点进程水箱模块及底板数量、厚度、配套材料。场后先焊接模块的四个折边角,焊缝位置为四角内边,焊接高度为角部折边的3/5高,焊角过渡均匀平滑,不得漏水。焊接不锈钢水箱底板,焊缝均匀整齐,不得有气泡、焊坑。
在大连不锈钢水箱底板上组装点焊水箱下侧板四周,组装前按图纸要求选定相应板厚的模块,将模块四周折边敲正校平。先将下侧板点焊于底板四周,点好后测量四周方框的两条对角线长度误差不得大于2mm,要保证已点焊后的下侧模块整体横平竖直组合方正。
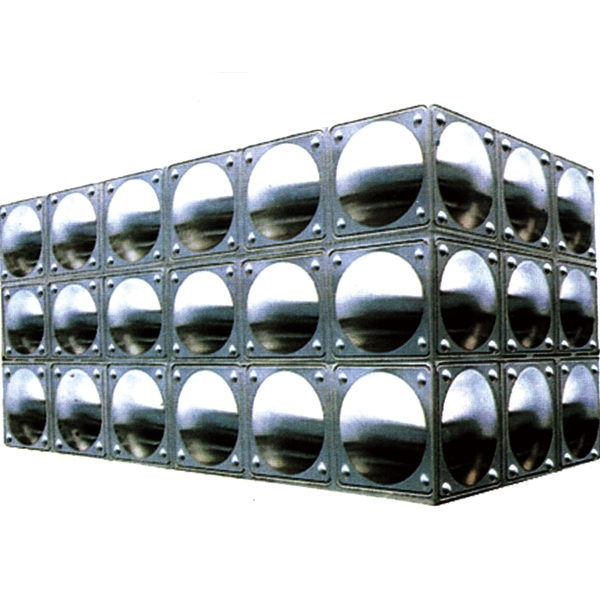
大连不锈钢水箱焊接下侧模块与水箱底板的四周。焊缝均匀平滑,不得漏水。组装点焊水箱中側模块,组装前按图纸要求选择相应厚度的模块,且将模块四周折边敲正校平。点好四周模块后测量校正水箱两条对角线长度误差不得大于2mm,校正后焊接中下侧水箱的纵横向内拉筋,以稳定焊后的整体水箱方正不变形。
按上道工序要求组装点焊水箱上侧板模块,大连不锈钢水箱点焊校正后焊接中上侧模块的纵横拉筋,以稳定中上侧墙板水箱的方正不变形。
满焊水箱模块的全部内折边焊缝。